

Clynelish以其独特的 蜡质(waxy)与油润(oily)口感闻名于威士忌世界。该风味常被描述为蜂蜡、蜡烛的蜡、矿物油或家具蜡,在单一麦芽威士忌中极为罕见。本文通过生产工艺、化学成分及历史背景三个角度,系统分析 Clynelish 蜡质风味的形成机制,并讨论其在 1970–1990 年代达到高峰而后逐渐减弱的可能原因。
蜡质风味的化学基础
Clynelish 的蜡质特征与长链脂肪酸酯(Long-chain fatty acid esters)密切相关。典型化合物包括:
- 棕榈酸乙酯(Ethyl palmitate)
- 油酸乙酯(Ethyl oleate)
- 硬脂酸乙酯(Ethyl stearate)
这些分子具有以下特点:
- 挥发性低
- 香气不强
- 油脂感明显
- 在低温下容易聚集
它们不仅带来 油润与蜡质口感,同时也是造成威士忌 冷浑(chill haze)现象的主要物质。
当未冷过滤(Non Chill-Filtered)威士忌在低温下存放时,这些化合物会聚集形成微小颗粒,使酒液出现轻微浑浊。我认为蜡质风味与冷浑现象本质上源于同一类化学分子。
生产工艺对蜡质风味的影响
1 大麦脂质含量
大麦天然含有:
- 脂类(lipids)
- 脂肪酸(fatty acids)
- 天然蜡质(natural waxes)
这些物质在发酵过程中会转化为 脂肪酸与酯类前体。如果在糖化过程中保留较多油脂,最终酒体中形成的长链酯类也会增加。
1970–1980 年代的大麦品种脂质含量通常较高,而现代农业更倾向于 高淀粉低脂质品种,这可能是后期蜡质风味减弱的原因之一。
2 糖化与麦汁澄清程度
不同糖化方式会影响油脂进入发酵阶段的数量:
- 高度澄清麦汁 → 油脂较少
- 略微浑浊麦汁 → 油脂较多
历史上Clynelish酒厂的麦汁澄清程度较低,因此 更多脂质进入发酵液。
虽然没有证据表明当时使用过肥皂类消泡剂,也确实没有一个案例支持我的「扔肥皂」理论,但工业酿造体系中使用 消泡剂(anti-foam agents)并不罕见,这可能间接影响脂质分布。
如果在发酵早期 泡沫被抑制,那么更多脂质会留在发酵液(wash)中。这些脂质在之后蒸馏和熟成过程中会转化为长链酯类化合物。
3 发酵时间
较长发酵(长达86小时)会促进酵母产生:
- 脂肪酸
- 酯类
- 复杂代谢副产物
这些物质是形成蜡质结构的重要来源。若发酵时间缩短,则可能减少此类化合物。

据说小猫酒厂可能在2016年之后把木质发酵槽换成了不锈钢的,因为我们对新时代威士忌包括小猫这样的酒厂兴趣不大,因此没有特意去关心他们现在的制成工艺,毕竟都是一路平庸的货色乏善可陈。
1969 年新建的Clynelish Distillery投入使用后,原蒸馏厂被命名为Brora Distillery(彻底改名是在1975年);
Clynelish新厂保留了Waxy味,而原厂的Brora却慢慢走向了泥煤皮革煤油干草等等风味;
再加上,Clynelish是在原厂附近新建的,地理位置、建筑设施、蒸馏器等等都是全新的,而Waxy味被从原厂带到了新厂,说明:
蜡质风味可能源自旧蒸馏厂时期的生产方式如:糖化与发酵操作传统,与地理位置没有关系
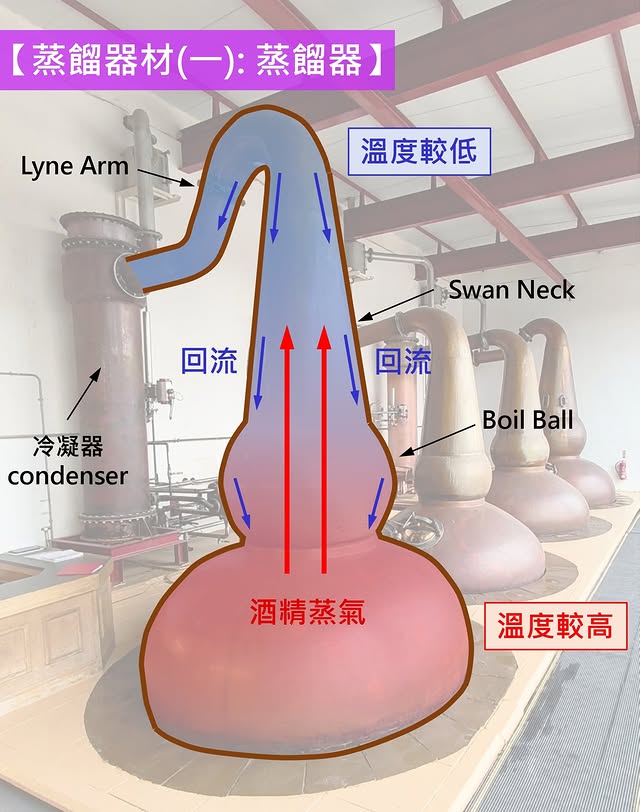
4 蒸馏器设计与切点
Clynelish Distillery 的蒸馏系统具有一个较少见的结构:
酒心蒸馏器(Spirit Still)容量大于初馏蒸馏器(Wash Still)
这种设计产生较高回流,带来充分铜接触(Cooper Conversation),这不仅能去除不良硫化物,同时 保留部分较重的油性化合物,这种平衡非常关键。
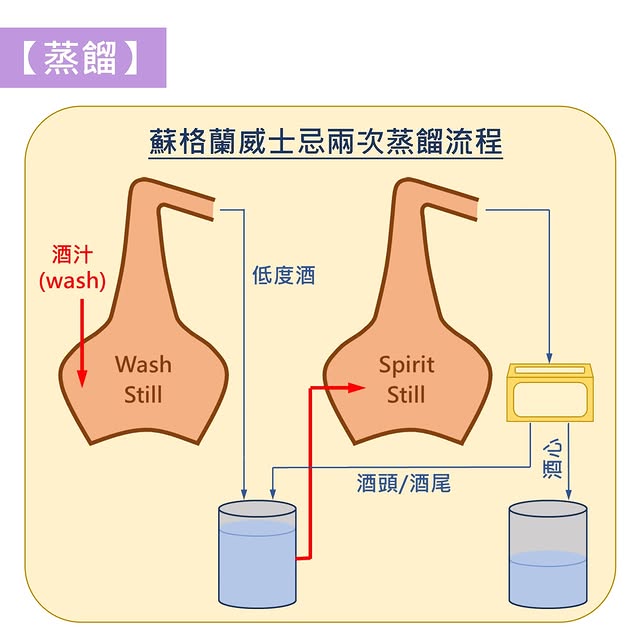
历史长的Clynelish酒厂切点普遍较宽,也就是说有更多的尾酒酒液进入了二次蒸馏,这样很多重分子比如酯类物质就进入了酒体。
5 尾酒(Feints) 系统中的油脂循环
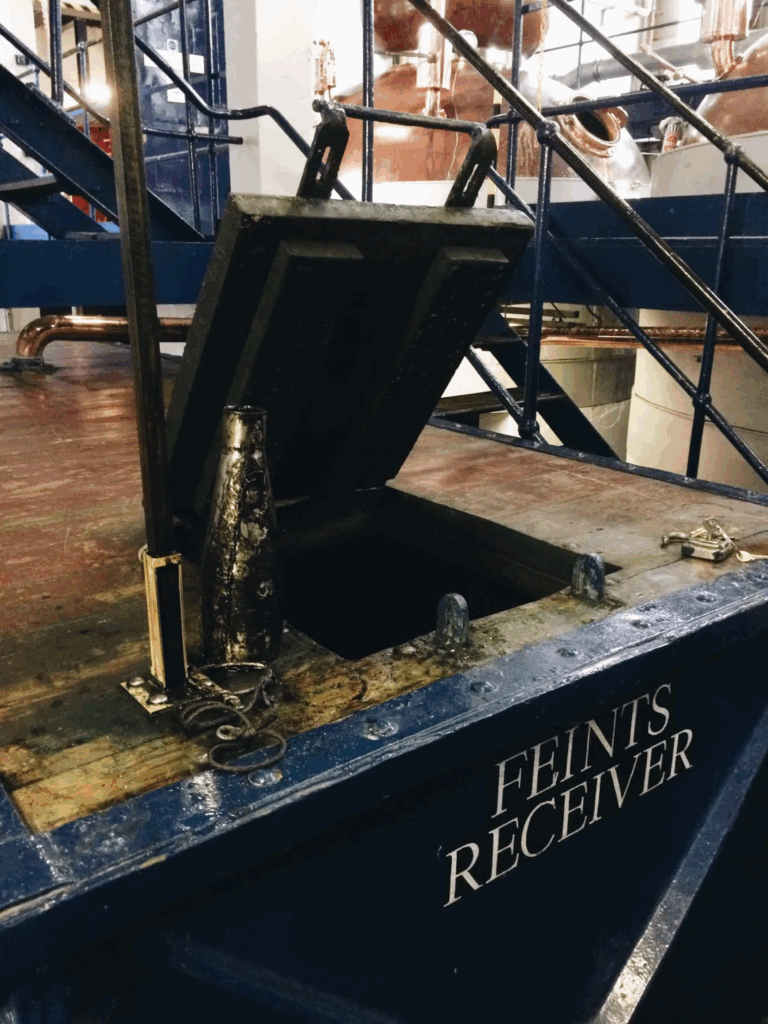
在尾酒接收罐(Feints Receiver)中会自然沉积油脂。如果这些油脂在蒸馏系统中循环使用,可能进一步增加酒体中的脂质含量。
此事历史上有确切实验,1970年代Clynelish酒厂也曾尝试在每年夏季闲时将这个接收罐清洗干净,之后蒸馏师发现Waxy味完全消失了,一年后这个罐子里慢慢又开始沉淀油脂后,蜡味才逐渐回来。
但这肯定不是Waxy的唯一原因,我更愿意相信这是酒厂在制成过程中每一步都恰好达到平衡后的意外收获。否则又很多酒厂同样是不清洗Feints Receiver的,但他们就没有Waxy。
6 冷凝器条件
蒸馏后的酒精蒸汽通过冷凝器转化为液体。冷却速度会影响脂质保留:
- 冷凝缓慢 → 脂质沉积在铜表面
- 冷凝较快 → 脂质更容易进入酒体
Clynelish 使用的是Shell and Tube式,但这个冷凝器的尺寸却又不大,比Glenlivet冷却的慢,但是比Mortlach的Worm Tube冷凝的快一些。这个冷凝条件大概/可能/probably/恰好形成 既去除硫化物又保留油脂的平衡状态吧。




我懒得找小猫酒厂的冷凝器剖面图,随便找个做个例子吧。
7 熟成强化蜡质特征
在熟成过程中,尤其是 refill bourbon cask(二手波本桶):
- 果香会逐渐减弱
- 蜡质特征会变得更加明显
你看,Clynelish酒厂酒心的切点很宽,又使用价格低廉的旧波本桶,有没有一种小成本的制作反而获得了意外惊喜的神作的感觉?
因为似乎很难在昂贵的雪莉桶熟成的小猫里找到蜡质味。
为什么 Clynelish 的蜡质风味在 1990 年代后明显变弱?
这个问题其实涉及的因素较多:
- 麦芽供应改变,酒厂采用淀粉含量更高的大麦,以蒸馏更多液体为目的,风味并非考虑的因素;
- 发酵时间缩短,威士忌行业风起云涌,量产的压力下小猫酒厂可能采用了苏格兰酒厂的平均发酵时间,大约50小时;
- 蒸馏速度变快,切点变窄,出酒效率更高而且风味稳定;
- 冷凝水温度差变化;
- 酒厂风格调整,为了满足Johnnie Walker调和的需要,小猫也需要增加冷过滤等等工艺以满足调配需要;
总之
Clynelish 蒸馏厂蜡质风味的形成并非单一因素,而是多种生产条件共同作用的结果。其核心机制可以概括为:
发酵阶段产生脂质前体 → 蒸馏过程中部分油脂保留 → 熟成强化酒体结构。
Clynelish 的风味特色实际上反映了一个罕见的生产平衡:
在蒸馏器和冷凝器去除不良杂味的同时,保留足够的脂质结构。
正是这种平衡,达成了油润、丝滑、厚重、口腔包覆感的独特感受,使 Clynelish 成为苏格兰威士忌中最具辨识度的风格之一。
参考文献
我参考了以下研究与书籍:
- Malt Whisky Yearbook
- Whisky: Technology, Production and Marketing
- The Science and Commerce of Whisky